1.シート電極
活性炭とバインダーを混練してシート状にする。
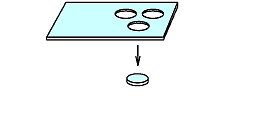
2.打抜き
電極シートを所定の直径に丸く打ち抜く。
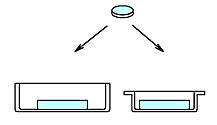
3.接着
打ち抜いた電極を導電性接着剤で、集電体となるケース、キャップに接着する。

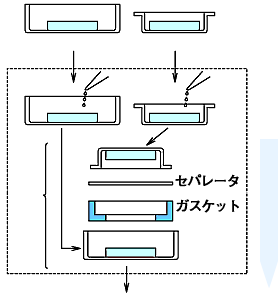
4.電解液注液
電極接着したケース、キャップを乾燥後、ドライボックス内で有機電解液を注液する。
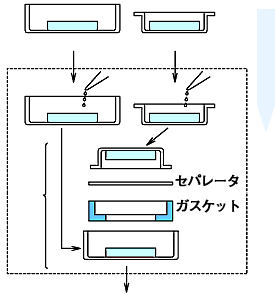
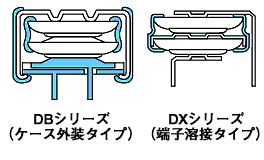
5.組立・封口
ガスケット、セパレータと共に組立て、ケースをプレス封口してかしめ後、コイン形セルとして完成させる。
6.セル検査
セル単体の電気的特性の検査を全数行う。
7.積層
コイン形セルでは耐電圧が2.8~3.0Vのため、セルを2枚(又は3枚)直列に接続加工する。
8.検査
9.出荷
1.塗料製造
活性炭および溶剤、その他を混合しスラリー状の塗料とする。
2.塗工
活性炭塗料をアルミニウムの箔に塗布し乾燥することにより、活性炭電極とする。
3.裁断
活性炭塗料をアルミニウムの箔に塗布し乾燥することにより、活性炭電極とする。
4.端子付け
陽極箔および陰極箔に電極引き出しの目的でリードをかしめもしくは超音波溶接にて接続する。
5.巻き取り
陽極箔と陰極箔の間に電解紙を挟み、両電極箔を隔離して巻き取る。この巻き取られた状態を素子と呼ぶ。
6.含浸
素子に駆動用電解液を減圧等の方法で含浸する。
7.組立
含浸済みの素子に封口ゴムを取り付け、ケースに入れて封止する。
8.スリーブ掛け
定格電圧、静電容量、極性などを印刷したスリーブを掛け、熱収縮によって被覆する。
9.エージング
規定の電圧を印加して、エージング(デバッキング)を行う。
10.検査
特性検査および外観検査を全数行い初期不良品を排除する。


